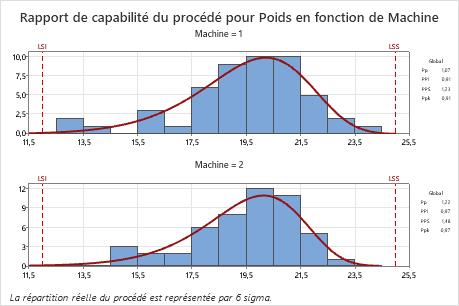
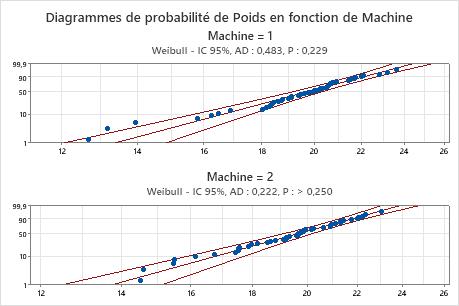
Un fabricant utilise deux machines pour fabriquer des pastilles en plastique. Une ingénieure qualité désire évaluer la capabilité du procédé pour chaque machine. Elle sélectionne de façon aléatoire 50 pastilles fabriquées par chaque machine et note le poids de chaque pastille. L'étendue de spécification est de 12 g à 25 g. L'ingénieure sait que le poids des pastilles suit une loi de Weibull.
L'ingénieure effectue une analyse de capabilité non normale pour plusieurs variables afin d'évaluer la conformité du poids des pastilles par rapport aux exigences du client pour les deux machines.
- Ouvrez le fichier de données échantillons, PoidsGranulés.MWX.
- Sélectionnez .
- Dans la zone Variables, saisissez Poids.
- Sélectionnez variables de répartition et entrez Machine.
- Dans la fonction Ajustement de la distribution, sélectionnez Weibull.
- Dans la zone Spécification inférieure, saisissez 12.
- Dans la zone Spécification supérieure, saisissez 25.
- Cliquez sur OK.
Interprétation des résultats
La valeur de Ppk est de 0,91 pour la machine 1 et de 0,97 pour la machine 2. Par conséquent, la capabilité globale de la machine 2 est légèrement meilleure que celle de la machine 1. Toutefois, les indices de capabilité des deux machines sont inférieurs à 1,33, qui est la valeur minimale habituellement acceptée pour un procédé ayant une capabilité satisfaisante. Les performances des procédés sont meilleures lorsqu'ils présentent une faible dispersion et que leur médiane se trouve à proximité du point central de spécification. Pour les deux machines, la médiane du procédé est éloignée du point central de spécification et la dispersion est trop importante par rapport aux limites de spécification. Le fabricant doit améliorer le procédé.