Sur ce thème
LSI
La limite de spécification inférieure (LSI) du procédé est la valeur minimale autorisée pour le produit ou service. Cette limite n'indique pas les résultats réels du procédé, mais les résultats que vous souhaitez qu'il atteigne. Vous indiquez la LSI lorsque vous configurez l'analyse de capabilité.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également LSI*, c'est-à-dire la limite de spécification inférieure pour les données transformées.
Interprétation
Utilisez les limites LSI et LSS pour définir les exigences client et pour déterminer si votre procédé produit des éléments conformes à ces exigences.
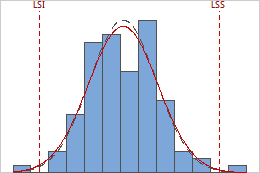
Les limites de spécification inférieure et supérieure sont marquées par les lignes verticales en pointillés sur l'histogramme. Comparez les barres de l'histogramme aux lignes pour déterminer si les mesures se situent à l'intérieur des limites de spécification.
La dispersion de spécification correspond à la distance entre la limite de spécification inférieure (LSI) et limite de spécification supérieure (LSS). Supposons qu'une entreprise produise des stylos à bille et que le diamètre extérieur cible de la bille soit de 0,35 mm. L'étendue acceptable de diamètres extérieurs de la bille va de 0,34 à 0,36 mm. Par conséquent, la LSI est de 0,34, la LSS est de 0,36, et la dispersion de spécification est de 0,02 mm.
Minitab compare la dispersion de spécification à la dispersion du procédé pour déterminer la capabilité de celui-ci.
Cible
La cible est la valeur idéale d'un procédé, définie selon les exigences du client. Par exemple, si une pièce cylindrique offre des performances optimales dans un produit lorsque le diamètre est de 32 mm, la valeur de 32 mm correspond à la valeur cible pour cette pièce.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également Cible*, c'est-à-dire la cible du procédé pour les données transformées.
Interprétation
Utilisez la cible pour définir les performances optimales du procédé et pour effectuer une comparaison avec la moyenne de votre procédé.
La valeur cible est généralement (mais pas toujours) centrée entre les limites de spécification inférieure et supérieure. Lorsque vous avez une cible, regardez si votre procédé est centré près de la cible.
Minitab utilise la cible pour calculer Cpm, qui décrit la capabilité de votre procédé par rapport à la cible et aux limites de spécification.
LSS
La limite de spécification supérieure (LSS) du procédé est la valeur maximale autorisée pour le produit ou service. Cette limite n'indique pas les résultats réels du procédé, mais les résultats que vous souhaitez qu'il atteigne. Vous indiquez la LSS lorsque vous configurez l'analyse de capabilité.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également LSS*, c'est-à-dire la limite de spécification supérieure pour les données transformées.
Interprétation
Utilisez les limites LSI et LSS pour définir les exigences client et pour déterminer si votre procédé produit des éléments conformes à ces exigences.
Les limites de spécification inférieure et supérieure sont marquées par les lignes verticales en pointillés sur l'histogramme. Comparez les barres de l'histogramme aux lignes pour déterminer si les mesures se situent à l'intérieur des limites de spécification.
La dispersion de spécification correspond à la distance entre la limite de spécification inférieure (LSI) et limite de spécification supérieure (LSS). Supposons qu'une entreprise produise des stylos à bille et que le diamètre extérieur cible de la bille soit de 0,35 mm. L'étendue acceptable de diamètres extérieurs de la bille va de 0,34 à 0,36 mm. Par conséquent, la LSI est de 0,34, la LSS est de 0,36, et la dispersion de spécification est de 0,02 mm.
Minitab compare la dispersion de spécification à la dispersion du procédé pour déterminer la capabilité de celui-ci.
Moyenne de l'échantillon
La moyenne de l'échantillon est soit la moyenne des mesures d'échantillon, soit la moyenne du procédé historique que vous spécifiez pour l'analyse.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également Moyenne de l'échantillon*, c'est-à-dire la moyenne de l'échantillon pour les données transformées.
Interprétation
Utilisez la moyenne de l'échantillon pour estimer l'endroit où le procédé est centré.
Si les données sont normales, la moyenne survient au pic de la courbe de distribution. Si les données ne suivent pas une distribution en forme de cloche symétrique, la moyenne peut ne pas survenir au pic de la courbe de distribution. Les valeurs aberrantes peuvent également avoir une incidence importante sur la valeur de la moyenne. Si vos données ne sont pas normalement distribuées ou si elles contiennent des valeurs aberrantes, vous voudrez peut-être transformer vos données ou utiliser une loi non normale.
Minitab utilise la moyenne de l'échantillon pour calculer les indices de capabilité.
N de l'échantillon
L'effectif d'échantillon (N) correspond au nombre total d'observations dans les données. Par exemple, si vous avez collecté 20 sous-groupes d'effectif égal à 5, votre N de l'échantillon est de 100.
Interprétation
Utilisez N pour évaluer votre effectif d'échantillon.
En général, des effectifs d'échantillons plus grands produisent des estimations plus fiables de la capabilité de procédé. Certains experts recommandent au moins 100 observations totales pour une analyse de capabilité.
Ecart type (global)
L'écart type global est l'écart type de toutes les mesures et une estimation de la variation globale du procédé. Si vos données sont collectées correctement, l'écart type global collecte toutes les sources de variation systémique. Dans ce cas, il représente la variation réelle du procédé constatée par le client dans le temps.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également Ecart type (global)*, l'écart type global des données transformées.
Interprétation
Comparez l'écart type entre/à l'intérieur à l'écart type global. Une différence substantielle entre l'écart type entre/à l'intérieur et l'écart type global peut indiquer que le procédé n'est pas stable ou que votre procédé possède d'autres sources de variation en plus de la variation entre/à l'intérieur des sous-groupes. Utilisez une carte de contrôle pour vérifier que votre procédé est stable avant d'effectuer une analyse de capabilité.
Minitab utilise l'écart type global pour calculer les indices Pp et Ppk, et d'autres mesures de la capabilité globale de votre procédé.
Ecart type (entre)
L'écart type "entre" est une estimation de la variation entre les sous-groupes.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également Ecart type (entre)*, l'écart type entre les sous-groupes des données transformées.
Interprétation
Des valeurs supérieures d'écart type entre les sous-groupes indiquent une variation supérieure entre les sous-groupes. Par exemple, si chaque sous-groupe est collecté à partir d'un autre lot d'éléments, un grand écart type entre les sous-groupes indique une importante variabilité entre les éléments de différents lots.
Minitab utilise la variation entre les sous-groupes pour calculer la variation à l'intérieur/entre les sous-groupes
Ecart type (à l'intérieur)
L'écart type (à l'intérieur) est une estimation de la variation à l'intérieur des sous-groupes. Si vos données sont collectées correctement, la variation à l'intérieur des sous-groupes ne doit pas être influencée par des modifications apportées aux variables d'entrée du procédé, comme l'usures des outils ou l'utilisation de lots de matériaux différents. Dans ce cas, l'écart type (à l'intérieur) représente la variation naturelle ou inhérente au procédé sur un bref intervalle de temps. Il indique la variation potentielle du procédé si les décalages et glissements entre les sous-groupes ont été éliminés.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également Ecart type (à l'intérieur)*, l'écart type à l'intérieur des sous-groupes des données transformées.
Interprétation
Des valeurs supérieures d'écart type à l'intérieur des sous-groupes indiquent une variation supérieure à l'intérieur des sous-groupes. Par exemple, si chaque sous-groupe est collecté à partir d'un lot différent d'éléments, un écart type important à l'intérieur des sous-groupes indique une importante variabilité entre les éléments de chaque lot.
Minitab utilise l'écart type à l'intérieur des sous-groupes pour estimer l'écart type entre/à l'intérieur.
Ecart type (E/I)
L'écart type "entre/à l'intérieur" est une valeur unique qui inclut à la fois la variation entre les sous-groupes et la variation à l'intérieur des sous-groupes. L'écart type "entre/à l'intérieur" est égal à la racine carrée de la somme de la variance entre les sous-groupes et de la variance à l'intérieur des sous-groupes.
Remarque
Si vous utilisez une transformation de données lorsque vous effectuez l'analyse de capabilité, Minitab calcule également Ecart type (E/I)*, l'écart type entre/à l'intérieur des sous-groupes des données transformées.
Interprétation
L'écart type entre/à l'intérieur reflète l'effet total de la variation de cause commune dans votre procédé.
Comparez l'écart type entre/à l'intérieur à l'écart type global. Une différence substantielle entre l'écart type entre/à l'intérieur et l'écart type global peut indiquer que le procédé n'est pas stable ou que votre procédé possède d'autres sources de variation en plus de la variation entre/à l'intérieur des sous-groupes. Utilisez une carte de contrôle pour vérifier que votre procédé est stable avant d'effectuer une analyse de capabilité.
Minitab utilise l'écart type entre/à l'intérieur pour calculer les indices Cp et Cpk, et d'autres mesures de la capabilité entre/à l'intérieur de votre procédé.