Sur ce thème
Pp
- La dispersion de spécification (LSS – LSI)
- La dispersion unilatérale du procédé (variation de 6 σ) en fonction de l'écart type global
Vous devez fournir une limite de spécification inférieure (LSI) et une limite de spécification supérieure (LSS) pour calculer l'indice Pp.
Interprétation
Utilisez Pp pour évaluer la capabilité globale de votre procédé en fonction de la dispersion du procédé. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
Pp ne tient pas compte de l'emplacement du procédé et vous indique donc la capabilité globale que votre procédé pourrait atteindre s'il était centré. En règle générale, des valeurs Pp élevées indiquent que le procédé offre une capabilité satisfaisante. Des valeurs Pp faibles indiquent que votre procédé peut nécessiter une amélioration.
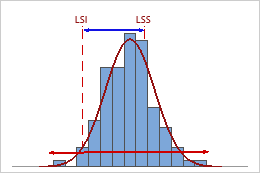
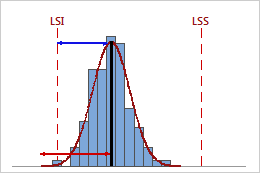
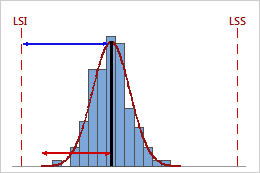
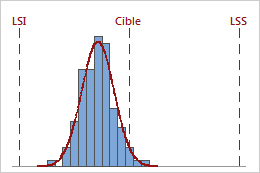
Indice Pp faible
Dans cet exemple, la dispersion de spécification est inférieure à la dispersion globale du procédé. Par conséquent, Pp est faible (0,40) et la capabilité globale du procédé est insuffisante au regard de sa variabilité.
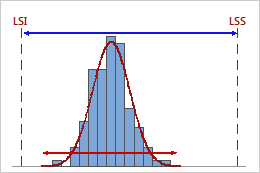
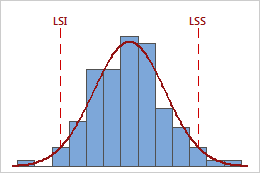
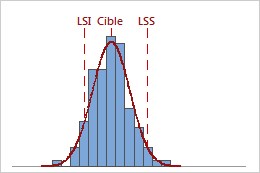
Indice Pp élevé
Dans cet exemple, la dispersion de spécification est largement supérieure à la dispersion globale du procédé. Par conséquent, Pp est élevé (1,80) et la capabilité globale du procédé est bonne au regard de sa variabilité.
-
Comparez Pp à une valeur de référence pour évaluer la capabilité globale de votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si Pp est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé en réduisant sa variation.
-
Comparez Pp et Ppk. Si les valeurs de Pp et de Ppk sont à peu près égales, le procédé est centré entre les limites de spécification. Si Pp et Ppk sont différents, le procédé n'est pas centré.
Attention
Pp = 2,27
Pp = 2,27
Pour une analyse complète et exacte, utilisez des graphiques en combinaison avec d'autres indices de capabilité (tels que Ppk) pour tirer des conclusions significatives de vos données.
PPI
- La distance entre la moyenne du procédé et la limite de spécification inférieure (LSI)
- La dispersion unilatérale du procédé (variation de 3 σ), déterminée à partir de l'écart type global
Interprétation
Utilisez PPI pour évaluer la capabilité globale de votre procédé par rapport à sa limite de spécification inférieure. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs PPI élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté inférieur de sa distribution. Des valeurs PPI faibles indiquent que votre procédé peut nécessiter une amélioration.
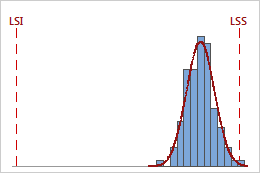
Indice PPI faible
Dans cet exemple, la distance entre la moyenne du procédé et la limite de spécification inférieure (LSI) est inférieure à la dispersion unilatérale du procédé. Par conséquent, PPI est faible (0,80) et la capabilité globale du procédé est insuffisante par rapport à sa limite de spécification inférieure.
Indice PPI élevé
Dans cet exemple, la distance entre la moyenne du procédé et la limite de spécification inférieure (LSI) est supérieure à la dispersion unilatérale du procédé. Par conséquent, PPI est élevé (1,60) et la capabilité globale du procédé est bonne par rapport à sa limite de spécification inférieure.
-
Comparez PPI à une valeur de référence pour évaluer la capabilité globale de votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si PPI est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé, par exemple en réduisant sa variation ou en décalant son emplacement.
-
Si vous disposez des limites de spécification inférieure et supérieure, comparez l'indice PPI à l'indice PPS. Si l'indice PPI n'a pas une valeur approximativement égale à celle de l'indice PPS, le procédé n'est pas centré.
PPI = 0,92, PPS = 4,37
Lorsque PPI < PPS, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification inférieure.
PPI = 4,37, PPS = 0,92
Lorsque PPS < PPI, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification supérieure.
PPS
- La distance entre la moyenne du procédé et la limite de spécification supérieure (LSS)
- La dispersion unilatérale du procédé (variation de 3 σ), déterminée à partir de l'écart type global
Interprétation
Utilisez PPS pour évaluer la capabilité globale de votre procédé par rapport à sa limite de spécification supérieure. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs PPS élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté supérieur de sa distribution. Des valeurs PPS faibles indiquent que votre procédé peut nécessiter une amélioration.
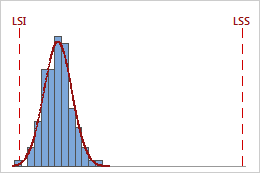
Indice PPS faible
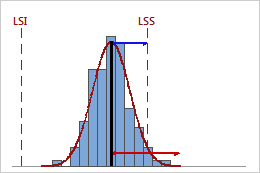
Dans cet exemple, la distance entre la moyenne du procédé et la limite de spécification supérieure (LSS) est inférieure à la dispersion unilatérale du procédé. Par conséquent, PPS est faible (0,66) et la capabilité globale du procédé est insuffisante par rapport à sa limite de spécification supérieure.
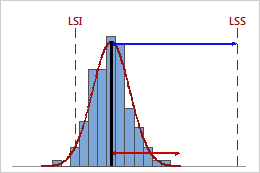
Indice PPS élevé
Dans cet exemple, la distance entre la moyenne du procédé et la limite de spécification supérieure (LSS) est largement supérieure à la dispersion unilatérale du procédé. Par conséquent, PPS est élevé (2,76) et la capabilité globale du procédé est bonne par rapport à sa limite de spécification supérieure.
-
Comparez PPS à une valeur de référence pour évaluer la capabilité globale de votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si PPS est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé, par exemple en réduisant sa variation ou en décalant son emplacement.
-
Si vous disposez des limites de spécification inférieure et supérieure, comparez l'indice PPI à l'indice PPS. Si l'indice PPI n'a pas une valeur approximativement égale à celle de l'indice PPS, le procédé n'est pas centré.
PPI = 0,92, PPS = 4,37
Lorsque PPI < PPS, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification inférieure.
PPI = 4,37, PPS = 0,92
Lorsque PPS < PPI, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification supérieure.
Ppk
- La distance entre la moyenne du procédé et la limite de spécification la plus proche (LSS ou LSI)
- La dispersion unilatérale du procédé (variation de 3 σ), déterminée à partir de sa variation globale
Interprétation
Utilisez Ppk pour évaluer la capabilité globale de votre procédé en fonction de l'emplacement et de la dispersion du procédé. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs Ppk élevées indiquent que le procédé offre une capabilité satisfaisante. Des valeurs Ppk faibles indiquent que votre procédé peut nécessiter une amélioration.
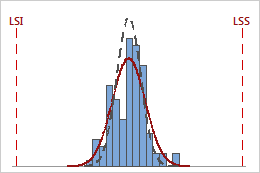
Indice Ppk faible
Dans cet exemple, la distance entre la moyenne du procédé et la limite de spécification la plus proche (LSS) est inférieure à la dispersion unilatérale du procédé. Par conséquent, Ppk est faible (0,66) et la capabilité globale du procédé est insuffisante.
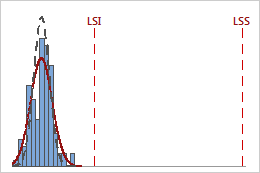
Indice Ppk élevé
Dans cet exemple, la distance entre la moyenne du procédé et la limite de spécification la plus proche (LSI) est supérieure à la dispersion unilatérale du procédé. Par conséquent, Ppk est élevé (1,68) et la capabilité globale du procédé est bonne.
-
Comparez Ppk à une valeur de référence représentant la valeur minimale acceptable pour votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si Ppk est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé.
-
Comparez Pp et Ppk. Si les valeurs de Pp et de Ppk sont à peu près égales, le procédé est centré entre les limites de spécification. Si Pp et Ppk sont différents, le procédé n'est pas centré.
-
Comparez Ppk et Cpk. Lorsqu'un procédé est maîtrisé, Ppk et Cpk sont à peu près égaux. La différence entre les indices Ppk et Cpk représente l'amélioration de la capabilité à laquelle vous pouvez vous attendre si les décalages et les glissements du procédé sont éliminés.
Attention
L'indice Ppk représente uniquement un côté de la courbe du procédé et ne mesure aucunement ses performances de l'autre côté de la courbe.
Par exemple, les graphiques suivants illustrent deux procédés ayant des valeurs Ppk identiques. Toutefois, un procédé enfreint les deux limites de spécification, tandis que l'autre n'enfreint que la limite de spécification supérieure.
Ppk = min {PPI = 4,01, PPS = 0,64} = 0,64
Ppk = PPI = PPS = 0,64
Si votre procédé produit des pièces non conformes qui se situent des deux côtés des limites de spécification, vous pouvez envisager d'utiliser d'autres indices, comme la valeur Z.référence, pour en évaluer la capabilité de façon plus complète.
Cpm
L'indice Cpm est une mesure de la capabilité globale du procédé. Il compare la dispersion de spécification à la dispersion des données du procédé, en prenant en considération l'écart des données par rapport à la valeur cible.
Vous devez indiquer une valeur cible pour que Minitab puisse calculer l'indice Cpm.
Interprétation
Utilisez Cpm pour évaluer la capabilité globale de votre procédé par rapport à la dispersion de spécification et à la cible. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs Cpm élevées indiquent que le procédé offre une capabilité satisfaisante. Des valeurs faibles indiquent que votre procédé peut nécessiter une amélioration..
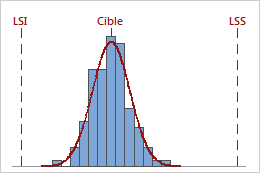
Indice Cpm élevé
Dans cet exemple, les données sont ciblées et se situent à l'intérieur des limites de spécification. Par conséquent, Cpm est élevé (1,60).
Indice Cpm faible
Dans cet exemple, les données se situent à l'intérieur des limites de spécification, mais le procédé est en dehors de la cible. Par conséquent, Cpm est faible (1,03).
Indice Cpm faible
Dans cet exemple, le procédé est ciblé, mais toutes les données ne se situent pas à l'intérieur des limites de spécification. Par conséquent, Cpm est faible (0,48).
Vous pouvez comparer Cpm à d'autres valeurs pour obtenir de plus amples informations sur la capabilité de votre procédé.
-
Comparez Cpm à une valeur de référence pour évaluer la capabilité globale de votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si Cpm est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé, par exemple en réduisant sa variation ou en décalant son emplacement.
-
Comparez Ppk et Cpm. Si le procédé est centré sur la cible, les valeurs Ppk et Cpm sont à peu près égales.
Intervalle de confiance (IC), borne inférieure (LI) et borne supérieure (LS) pour les indices de capabilité
L'intervalle de confiance est une étendue de valeurs probables pour un indice de capabilité. L'intervalle de confiance est défini à l'aide d'une borne inférieure et d'une borne supérieure. Les bornes sont calculées à partir d'une marge d'erreur déterminée pour l'estimation de l'échantillon. La limite de confiance inférieure définit une valeur à laquelle l'indice de capabilité est susceptible d'être supérieur. La limite de confiance supérieure définit une valeur à laquelle l'indice de capabilité est susceptible d'être inférieur.
Remarque
Pour afficher les intervalles de confiance, vous devez cliquer sur Options et sélectionner Inclure les intervalles de confiance lorsque vous réalisez l'analyse de capabilité. Minitab affiche un intervalle de confiance ou une borne de confiance pour Cp, Pp, Cpk, Ppk, Cpm et Z.référence.
Interprétation
Etant donné que les échantillons de données sont aléatoires, différents échantillons collectés à partir du procédé peuvent générer des estimations identiques d'un indice de capabilité. Pour calculer la valeur réelle de l'indice de capabilité de votre procédé, il faudrait analyser les données de tous les éléments produits par le procédé, ce qui est impossible. En revanche, vous pouvez utiliser un intervalle de confiance pour déterminer une étendue de valeurs probables pour l'indice de capabilité.
Avec un niveau de confiance de 95 %, vous pouvez être certain à 95 % que la valeur réelle de l'indice de capabilité se trouve dans l'intervalle de confiance. Ainsi, si vous collectez 100 échantillons aléatoires à partir de votre procédé, vous pouvez vous attendre à ce que 95 échantillons environ produisent des intervalles contenant la valeur réelle de l'indice de capabilité.
L'intervalle de confiance vous aide à évaluer la signification pratique de vos estimations d'échantillons. Si possible, comparez les bornes de confiance à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé.
Par exemple, une entreprise utilise une valeur de référence minimale de 1,33 pour l'indice Ppk pour définir la capabilité d'un procédé. A l'aide de l'analyse de capabilité, elle obtient une estimation Ppk de 1,46, ce qui suggère que le procédé offre une capabilité satisfaisante. Pour évaluer plus précisément cette estimation, elle affiche une borne de confiance inférieure, à un niveau de confiance de 95 %, pour l'indice Ppk. Si cette borne de confiance inférieure à 95 % est supérieure à 1,33, l'entreprise peut être certaine de la capabilité de son procédé, même en prenant en compte la variabilité de l'échantillonnage aléatoire qui affecte l'estimation.
Z.LSI pour la capabilité globale
Z.LSI (global) représente le nombre d'écarts types entre la moyenne du procédé et la limite de spécification inférieure (LSI). Cette valeur est calculée à partir des performances globales du procédé, à l'aide de l'écart type global.
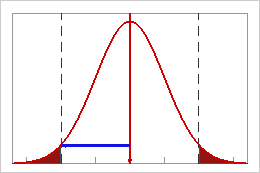
Dans cet exemple, l'écart type global est représenté par les repères sur l'échelle horizontale. La distance entre la moyenne du procédé et la limite de spécification inférieure est de 2 écarts types, la valeur de Z.LSI (global) est donc 2.
Remarque
Pour afficher les mesures de Z.référence, vous devez cliquer sur Options et sélectionner les valeurs de Z de référence au lieu des statistiques de capabilité comme résultats par défaut lorsque vous réalisez l'analyse de capabilité.
Interprétation
Utilisez Z.LSI (global) pour évaluer la capabilité sigma globale de votre procédé par rapport à la limite de spécification inférieure. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs Z.LSI élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté inférieur de la distribution. Des valeurs faibles indiquent que votre procédé peut nécessiter une amélioration.. Si possible, comparez Z.LSI (global) à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé. Si la valeur de Z.LSI est inférieure à votre référence, réfléchissez à des moyens d'améliorer votre procédé.
Z.LSS pour la capabilité globale
Z.LSS (global) représente le nombre d'écarts types entre la moyenne du procédé et la limite de spécification supérieure (LSS). Cette valeur est calculée à partir des performances globales du procédé, à l'aide de l'écart type global.
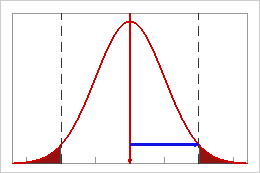
Dans cet exemple, l'écart type global est représenté par les repères sur l'échelle horizontale. La distance entre la moyenne du procédé et la limite de spécification supérieure est de 2 écarts types, la valeur de Z.LSS (global) est donc 2.
Remarque
Pour afficher les mesures de Z.référence, vous devez cliquer sur Options et sélectionner les valeurs de Z de référence au lieu des statistiques de capabilité comme résultats par défaut lorsque vous réalisez l'analyse de capabilité.
Interprétation
Utilisez Z.LSS (global) pour évaluer la capabilité sigma globale de votre procédé par rapport à la limite de spécification supérieure. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs Z.LSS élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté supérieur de la distribution. Des valeurs faibles indiquent que votre procédé peut nécessiter une amélioration.. Si possible, comparez Z.LSS (global) à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé. Si la valeur de Z.LSS est inférieure à votre référence, réfléchissez à des moyens d'améliorer votre procédé.
Z.référence pour la capabilité globale
Z.référence (global) représente le percentile d'une loi de distribution normale standard qui traduit la probabilité estimée de défauts dans le procédé en une probabilité au niveau du côté supérieur. Cette valeur est calculée à partir des performances globales du procédé, à l'aide de l'écart type global.
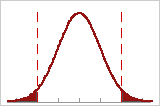
Les défauts du procédé se situent des deux côtés des limites de spécification. Les écarts types globaux sont indiqués par des repères.
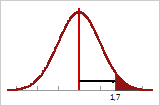
Si vous placez tous les défauts sur le côté droit de la distribution, puis mesurez le nombre d'écarts types globaux entre le centre (ligne verticale) et le point qui définit le nombre total de défauts, vous obtenez la valeur de Z.référence (global).
Remarque
Pour afficher les mesures de Z.référence, vous devez cliquer sur Options et sélectionner les valeurs de Z de référence au lieu des statistiques de capabilité comme résultats par défaut lorsque vous réalisez l'analyse de capabilité.
Interprétation
Utilisez Z.référence (global) pour évaluer la capabilité sigma globale de votre procédé.
En règle générale, des valeurs de Z.référence élevées indiquent que le procédé offre une capabilité satisfaisante. Des valeurs de Z.référence faibles indiquent que votre procédé peut nécessiter une amélioration. Si possible, comparez Z.référence à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé. Si la valeur de Z.référence est inférieure à votre référence, réfléchissez à des moyens d'améliorer votre procédé.
Comparez les valeurs de Z.référence (à l'intérieur) et Z.référence (global). Lorsqu'un procédé est maîtrisé, les valeurs de Z.référence (à l'intérieur) et Z.référence (global) sont à peu près égales. La différence entre les deux valeurs représente l'amélioration de la capabilité du procédé à laquelle vous pouvez vous attendre si le procédé était maîtrisé. Z.référence (global) est parfois appelé Z.référence à long terme (LT).