Un commercial achète des stylos auprès d'un fournisseur, afin de les offrir lors de salons. Les stylos sont livrés par lots de 5000. Le représentant commercial souhaite créer un plan d'échantillonnage afin de déterminer si le lot entier de stylos doit être accepté ou rejeté. Le représentant commercial et le vendeur conviennent que le NQA pour le plan d'échantillonnage est de 1,5 % et que le NQR est de 10 %.
- Sélectionnez .
- Dans la liste déroulante, sélectionnez Créer un plan d'échantillonnage.
- Dans Type de mesure, sélectionnez Conforme/Non-conforme (défectueux).
- Dans Unités des niveaux de qualité, sélectionnez Pourcentage de défectueux.
- Dans la zone Niveau de qualité acceptable (NQA), saisissez 1,5.
- Dans la zone Niveau de qualité rejetable (NQR ou LTPD), saisissez 10.
- Dans la zone Risque pour le fournisseur (Alpha), saisissez 0,05.
- Dans la zone Risque pour l’acheteur (Bêta), saisissez 0,10.
- Dans la zone Taille du lot, saisissez 5000.
- Cliquez sur OK.
Interprétation des résultats
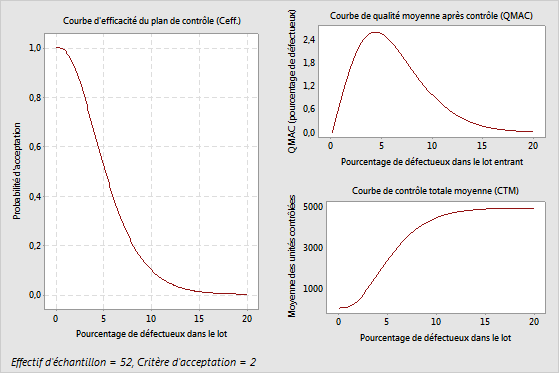
Pour chaque lot de 5000 stylos, le représentant commercial doit sélectionner aléatoirement et contrôler 52 stylos. Si plus de 2 stylos défectueux sont détectés, le représentant commercial rejette le lot entier. Si 2 stylos défectueux ou moins sont détectés, il accepte le lot entier.
Dans ce cas, la probabilité d'acceptation au NQA (1,5 %) est de 0,957 et la probabilité de rejet est de 0,043. Le représentant commercial et le vendeur conviennent que les lots comportant 1,5 % de défectueux sont acceptés dans environ 95 % des cas pour protéger le fournisseur. La probabilité d'acceptation au niveau de qualité rejetable (10 %) est de 0,097 et la probabilité de rejet est de 0,903. Le représentant commercial et le fournisseur conviennent que les lots comportant 10 % de défectueux sont rejetés dans la plupart des cas pour protéger le client.
- La qualité moyenne après contrôle (QMAC) représente la qualité moyenne du lot après une nouvelle phase de contrôle et de reprise. Le niveau QMAC est de 1,4 % au NQA et de 1,0 % au NQR. La limite de qualité moyenne après contrôle (LQMAC) est de 2,603 pour 4,300 % de défectueux et représente le pire niveau de qualité possible après contrôle.
- Le contrôle total moyen (CTM) représente le nombre moyen d'éléments contrôlés après la nouvelle phase de contrôle et de reprise. La valeur de CTM par lot représente le nombre moyen de stylos contrôlés pour un niveau de qualité et une probabilité d'acceptation spécifiques. Pour le niveau de qualité de 1,5 % de non-conformes, le nombre total moyen de stylos contrôlés est de 266.2 par lot. Pour le niveau de qualité de 10 % de non-conformes, le nombre total moyen de stylos contrôlés est de 4521,9 par lot.
Méthode
| Niveau de qualité acceptable (NQA) | 1,5 |
|---|---|
| Risque pour le fournisseur (α) | 0,05 |
| Niveau de qualité rejetable (NQR ou LTPD) | 10 |
| Risque pour le client (β) | 0,1 |
Plan(s) généré(s)
| Effectif d'échantillon | 52 |
|---|---|
| Critère d'acceptation | 2 |
| Pourcentage de défectueux | Probabilité d'acceptation | Probabilité de rejet | QMAC | CTM |
|---|---|---|---|---|
| 1,5 | 0,957 | 0,043 | 1,420 | 266,2 |
| 10,0 | 0,097 | 0,903 | 0,956 | 4521,9 |
Limites de qualité moyenne après contrôle (LQMAC)
| LQMAC | A pourcentage de défectueux |
|---|---|
| 2,603 | 4,300 |