Un commercial achète des stylos auprès d'un fournisseur, afin de les offrir lors de salons. Les stylos sont livrés par lots de 5000. Le commercial utilise un plan d'échantillonnage pour contrôler 52 stylos pour chaque lot. Si 2 stylos défectueux ou moins sont détectés, le représentant commercial accepte la cargaison entière. Supposons que le NQA est de 1,5 % et le NQR de 10 %.
Le responsable commercial souhaite évaluer le risque associé à la réduction du nombre de stylos à 25 pour l'échantillon et à la réduction du critère d'acceptation à 1.
- Sélectionnez .
- Dans la liste déroulante, sélectionnez Comparer les plans d'échantillonnage définis par l'utilisateur.
- Dans Type de mesure, sélectionnez Conforme/Non-conforme (défectueux).
- Dans Unités des niveaux de qualité, sélectionnez Pourcentage de défectueux.
- Dans la zone Niveau de qualité acceptable (NQA), saisissez 1,5.
- Dans la zone Niveau de qualité rejetable (NQR ou LTPD), saisissez 10.
- Dans la zone Effectifs des échantillons, saisissez 52 25.
- Dans la zone Critères d'acceptation, saisissez 2 1.
- Dans la zone Taille du lot, saisissez 5000.
- Cliquez sur OK.
Interprétation des résultats
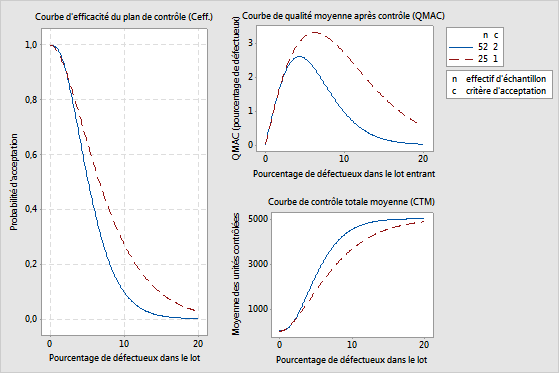
Le responsable compare les graphiques de différents plans d'échantillonnage et se rend compte que deux plans sont plutôt similaires lorsque la qualité entrante se rapproche de 1,5 % de défectueux, mais qu'ils sont assez différents lorsque la qualité entrante représente près de 10 % de défectueux.
Au NQA (1,5 %), la probabilité d'acceptation change légèrement (0,957 – 0,946) et les différences au niveau des valeurs QMAC et CTM sont également minimes. Au NQR (10 %), la probabilité d'acceptation change de façon plus importante (0,271 – 0,097) et les différences au niveau des valeurs QMAC et CTM sont également plus élevées.
Le responsable décide qu'échantillonner des stylos est un processus simple et peu coûteux, et ne souhaite pas prendre le risque d'obtenir une qualité sortante moyenne inférieure ou un nombre plus élevé de stylos échantillonnés à cause du contrôle de reprise lorsque la qualité entrante est faible.
Méthode
| Niveau de qualité acceptable (NQA) | 1,5 |
|---|---|
| Niveau de qualité rejetable (NQR ou LTPD) | 10 |
Comparer le(s) plan(s) défini(s) par l'utilisateur
| Effectif d'échantillon(n) | Critère d'acceptation(c) | Pourcentage de défectueux | Probabilité d'acceptation | Probabilité de rejet | QMAC | CTM |
|---|---|---|---|---|---|---|
| 52 | 2 | 1,5 | 0,957 | 0,043 | 1,420 | 266,2 |
| 52 | 2 | 10,0 | 0,097 | 0,903 | 0,956 | 4521,9 |
| 25 | 1 | 1,5 | 0,946 | 0,054 | 1,412 | 292,4 |
| 25 | 1 | 10,0 | 0,271 | 0,729 | 2,698 | 3650,8 |
Limites de qualité moyenne après contrôle (LQMAC)
| Effectif d'échantillon(n) | Critère d'acceptation(c) | LQMAC | A pourcentage de défectueux |
|---|---|---|---|
| 52 | 2 | 2,603 | 4,300 |
| 25 | 1 | 3,303 | 6,250 |