In This Topic
Pp
- The specification spread represented by Z-values. This interval represents the original specification limits from the selected nonnormal distribution in terms of Z-values on the standard normal distribution.
- 6-σ spread of the standard normal distribution. The 6-σ spread centered at process mean contains 99.74% of the process measurements when the measurements are normally distributed.
This definition of Pp is based on the Z-score calculation method (the default). For more information, go to Using the Z-score method to determine overall capability for nonnormal data.
Note
You must provide both a lower specification limit (LSL) and an upper specification limit (USL) to calculate the Pp index. If either the upper or lower specification limit is beyond the range of the distribution that you specified to model the data, Pp cannot be calculated using the default method. To change the calculation method, choose .
Interpretation
Use Pp to evaluate the overall capability of your process based on the process spread. Overall capability indicates the actual performance of your process that your customer experiences over time.
Generally, higher Pp values indicate a more capable process. Lower Pp values indicate that your process may need improvement. If Pp < 1, then the specification spread is less than the process spread, indicating that the process lacks the ability to produce at least 99.74 percent of conforming parts.
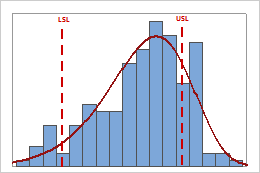
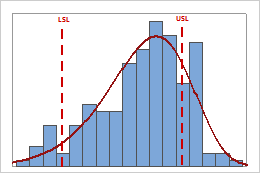
Low Pp
In this example, the specification spread is small relative to the process spread. Therefore, Pp is low (≈ 0.40), and the overall capability of the process is poor.
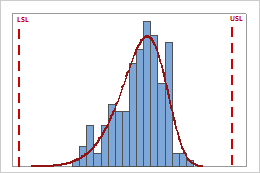
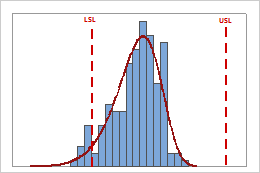
High Pp
In this example, the specification spread is large relative to the process spread. Therefore, Pp is high (≈ 1.80), and the overall capability of the process is good.
-
Compare Pp to a benchmark value to assess the overall capability of your process. Many industries use a benchmark value of 1.33. If Pp is lower than your benchmark, consider how to improve your process by reducing its variation.
-
Compare Pp and Ppk to assess whether the process median is close to the specification midpoint. If Pp > Ppk, the process median is off the specification midpoint and closer to one of the specification limits.
PPL
- The one-sided specification spread, based on the lower specification limit in the standard normal scale (Z.LSL)
- One-half the 6-σ spread of the standard normal distribution, which equals 3.
This definition of PPL is based on the Z-score calculation method (the default). For more information, go to Using the Z-score method to determine overall capability for nonnormal data.
Note
If the lower specification limit is beyond the range of the distribution that you specified to model the data, PPL cannot be calculated using the default method. To change the calculation method, choose .
Interpretation
Use PPL to evaluate the overall capability of your process relative to its lower specification limit. Overall capability indicates the actual performance of your process that your customer experiences over time.
Generally, higher PPL values indicate that the process is capable at the lower tail of its distribution. Lower PPL values indicate that your process may need improvement.
If PPL < 1, then more than 0.13% of the process measurements are less than the lower specification limit.
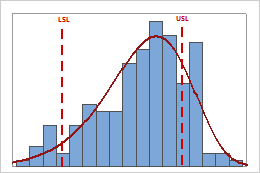
Low PPL
In this example, many items fall outside the lower specification limit. Therefore, PPL is low (≈ 0.43) and the overall capability of the process is poor in relation to its lower specification limit.
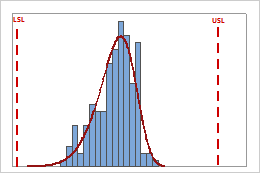
High PPL
In this example, no items fall outside the lower specification limit and the nearest measurement is far from the LSL line. Therefore, PPL is high (≈ 1.40) and the overall capability of the process is good in relation to its lower specification limit.
-
Compare PPL to a benchmark value to assess the overall capability of your process. Many industries use a benchmark value of 1.33. If PPL is lower than your benchmark, consider ways to improve your process, such as reducing its variation or shifting its location.
-
If you have both lower and upper specification limits, compare PPL and PPU. If PPL does not approximately equal PPU, the process is not centered. When PPL < PPU, the process is more likely to produce defective units that violate the lower specification limit. When PPU < PPL, the process is more likely to produce defective units that violate the upper specification limit.
PPU
- The one-sided specification spread, based on the upper specification limit in the standard normal scale (Z.USL)
- One-half the 6-σ spread of the standard normal distribution, which equals 3.
This definition of PPU is based on the Z-score calculation method (the default). For more information, go to Using the Z-score method to determine overall capability for nonnormal data.
Note
If the upper specification limit is beyond the range of the distribution that you specified to model the data, PPU cannot be calculated using the default method. To change the calculation method, choose .
Interpretation
Use PPU to evaluate the overall capability of your process relative to its upper specification limit. Overall capability indicates the actual performance of your process that your customer experiences over time.
Generally, higher PPU values indicate that the process is capable at the upper tail of its distribution. Lower PPU values indicate that your process may need improvement.
If PPL < 1, then more than 0.13% of the process measurements are greater than the upper specification limit.
Low PPU
In this example, many items fall outside the upper specification limit. Therefore, PPU is low (≈ 0.40) and the overall capability of the process is poor in relation to its upper specification limit.
High PPU
In this example, no items fall outside the upper specification limit and the nearest measurement is far from the USL line. Therefore, PPU is high (≈ 2.25) and the overall capability of the process is good in relation to its upper specification limit.
-
Compare PPU to a benchmark value to assess the overall capability of your process. Many industries use a benchmark value of 1.33. If PPU is lower than your benchmark, consider ways to improve your process, such as reducing its variation or shifting its location.
-
If you have both lower and upper specification limits, compare PPL and PPU. If PPL does not approximately equal PPU, the process is not centered. When PPL < PPU, the process is more likely to produce defective units that violate the lower specification limit. When PPU < PPL, the process is more likely to produce defective units that violate the upper specification limit.
Ppk
- The one-sided specification spread, based on either the lower specification limit in the standard normal scale (Z.LSL) or the upper specification limit in the standard normal scale (Z.USL), whichever is smaller.
- One-half the 6-σ spread of the standard normal distribution, which equals 3.
This definition of Ppk is based on the Z-score calculation method (the default). For more information, go to Using the Z-score method to determine overall capability for nonnormal data.
Note
If the lower and upper specification limits are both beyond the range of the distribution that you specified to model the data, Ppk cannot be calculated using the default method. To change the calculation method, choose .
Interpretation
Use Ppk to evaluate the overall capability of your process based on both the process location and the process spread. Overall capability indicates the actual performance of your process that your customer experiences over time.
Generally, higher Ppk values indicate a more capable process. Lower Ppk values indicate that your process may need improvement.
Low Ppk
In this example, the process is performing worse in relation to its upper specification limit than its lower specification limit. Therefore, the Ppk value equals PPU (≈ 0.40), which is low and indicates poor capability.
High Ppk
In this example, the process is performing worse in relation to its lower specification limit than its upper specification limit. Therefore, the Ppk value equals PPL (≈ 1.40), which is high and indicates good capability.
-
If Ppk < 1, then the specification spread is less than the process spread, indicating that more than 0.13 percent of the process output is outside at least one of the specification limits.
-
Compare Ppk to a benchmark value that represents the minimum value that is acceptable for your process. Many industries use a benchmark value of 1.33. If Ppk is lower than your benchmark, consider ways to improve your process.
CAUTION
The Ppk index represents the process capability for only the "worse" side of the process measurements, that is, the side that exhibits poorer process performance. If your process has nonconforming parts that fall on both sides of the specification limits, check the capability graphs and the probabilities of parts outside both specification limits to more fully assess process capability.
Z.LSL for Overall Capability
Z.LSL (overall) is a measure of overall sigma capability in relation to the lower specification limit. The estimate equals 3 times the value of PPL and is based on the overall variation of the process.
Note
To display Z.bench measures, you must click Options and change the default output from capability statistics to benchmark Z's when you perform the capability analysis.
Interpretation
Use Z.LSL (overall) to evaluate the overall sigma capability of your process relative to the lower specification limit.
Generally, higher Z.LSL values indicate that the process is capable at the lower tail of the distribution. Lower values indicate that your process may need improvement. When possible, compare Z.LSL (overall) with a benchmark value based on process knowledge or industry standards. If Z.LSL is less than your benchmark, consider ways to improve your process.
Z.USL Overall Capability
Z.USL (overall) is a measure of overall sigma capability in relation to the upper specification limit. The estimate equals 3 times the value of PPU and is based on the overall variation of the process.
Note
To display Z.bench measures, you must click Options and change the default output from capability statistics to benchmark Z's when you perform the capability analysis.
Interpretation
Use Z.USL (overall) to evaluate the overall sigma capability of your process relative to the upper specification limit.
Generally, higher Z.USL values indicate that the process is capable at the upper tail of the distribution. Lower values indicate that your process may need improvement. When possible, compare Z.USL (overall) with a benchmark value based on process knowledge or industry standards. If Z.USL is less than your benchmark, consider ways to improve your process.
Z.Bench for Overall Capability
Z.Bench (overall) is a measure of the overall sigma capability for a process. The estimate for Z.Bench considers the probability of product that is below the lower LSL and above the USL. The estimate is based on the parameters of the nonnormal distribution that you specify for the analysis.
Note
To display Z.bench measures, you must click Options and change the default output from capability statistics to benchmark Z's when you perform the capability analysis.
Interpretation
Use Z.Bench (overall) to evaluate the overall sigma capability of your process.
Generally, higher Z.bench values indicate a more capable process. Lower Z.bench values indicate that your process may need improvement. When possible, compare Z.bench with a benchmark value based on process knowledge or industry standards. If Z.Bench is lower than your benchmark, consider ways to improve your process.